


活性炭吸脱附+催化燃烧(CO)




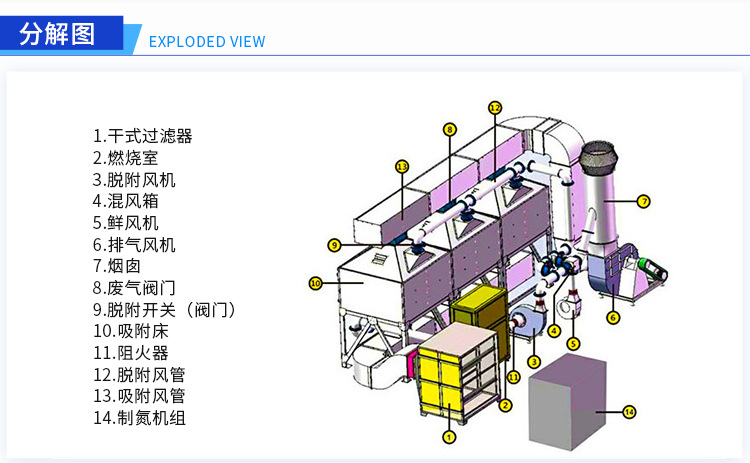

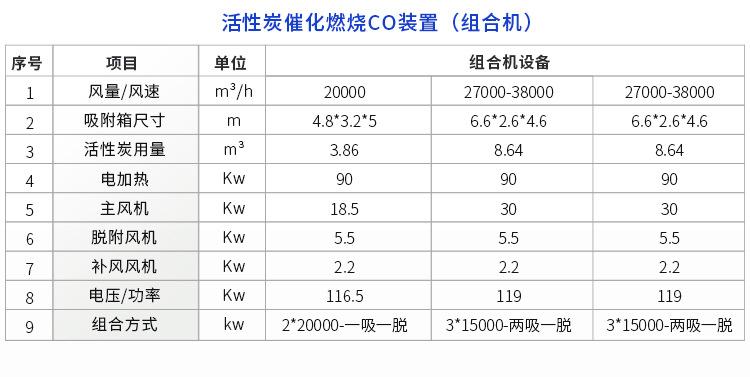


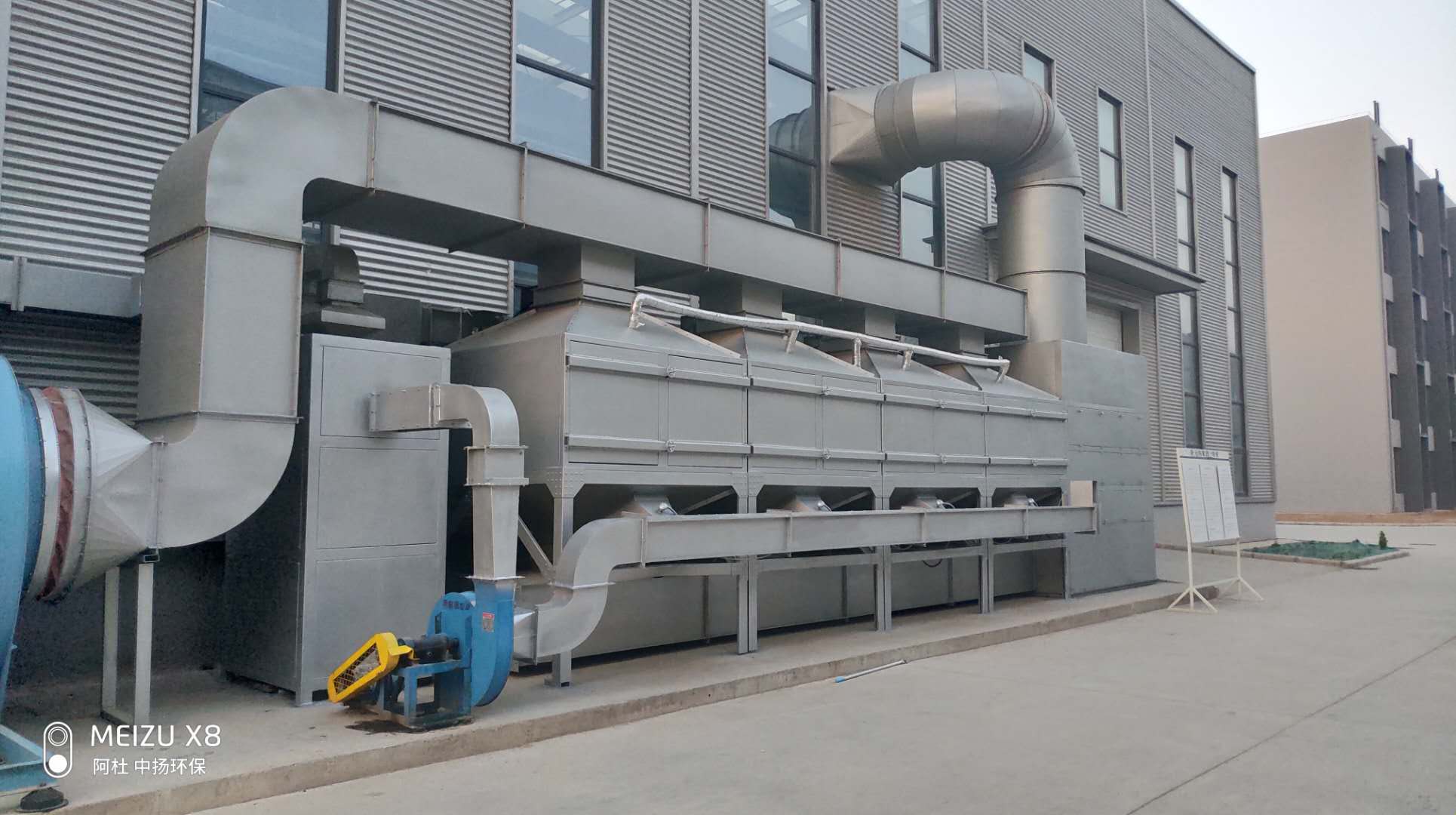




系统组成
该系统主要由废气前处理干燥、过滤器、切换风阀、燃烧炉、燃气系统、助燃系统、压缩空气系统、排气系统等组成。
适用范围
该系统主要适用于中浓度(数千ppm)风量在5000、50000m3,挥发性有机废气以及异味治理。
广泛应用于石化、医疗丶碳纤维、食品添加剂、太阳能行业有机化学品生产,药物生产及各类树脂生产工艺过程中的废气;汽车丶摩托车丶自行车行业金属件和塑料件的表面涂装废气;机械、船舶、家电、家具、建材等行业的金属件和塑料件的表面涂装废气;对有机废气治理的效率高达95%以上。
产品其他优势
操作方便:设备工作时,实现自动控制。
能耗低:设备启动,仅需15-30分钟升温至起燃、曰产耗能仅为见机功率,浓度较低时自动补偿。
安全可靠:设备配有阻火除尘系统、防爆泄压系统、超温报警系统及先进自控系统。
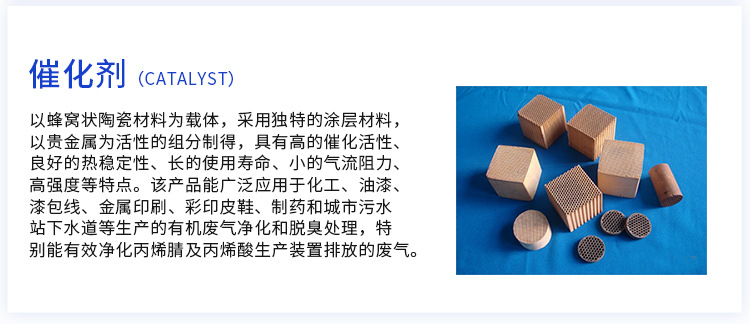
阻力小,净化率高:采用当今先进的贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大。
余热可回用:余热可返回烘道,降低原烘道中消耗功率;也可作其他方面的热源。
使用寿命长:催化剂一般8000小时更换,并且载体可再生。
[点此返回]
